3Dプリンタの利便性向上のための改良において一般的なものと言えば、Raspberry PiにOctoprintをインストールして無線LAN経由でデータの受け渡しや3Dプリンタの制御を行うというものがあります。
しかしラズパイもそれなりのスペックだとそれなりのお値段がすることが悩みどころ。
そこで今回は機種変して使わなくなったスマホにAndroid用のOctoprintである「Oct4a」をインストールして、比較的安価に3Dプリンタの利便性向上を図りたいと思います。
※ただし後述の理由によりUSBの機器接続と充電が同時にできる機器に限る
準備するもの
今回用意したものはこちら
3Dプリンタと接続するため、また充電しながら使用するために上記の変換アダプタだけ購入しました。
Oct4aのインストール
まずはgithubからスマホに.apkをダウンロードしインストールします。
github.com
インストール後、3Dプリンタの電源を入れUSBケーブルをつなぎます。
そしてLAN上のPCからスマホ上に表示されているサーバーにアクセスすると、ようこそ画面的なものが表示されます。
次へ進むと、今は1.8.6だけど1.8.7という最新版にアップデートしとかないか?と聞かれましたのでとりあえず最新版にアップデートします。
待っているとサーバーが自分で再起動できませんでしたとエラーを吐かれました。
「The server apparently did not restart by itself, you'll have to do it manually. Please consult octoprint.log on what went wrong.」
スマホを見るとアプリが停止しましたと出ていたのでスマホ上でアプリを再起動して再度アクセスします。
今度はアップデートするか聞かれませんでした、聞かれなかったのでおそらく最新版なのでしょう、きっと。
バックアップから設定を戻すか?と聞かれましたが、私は今回が初Octoprintですのでそのまま進みます。
次はアカウント作成画面です、アカウントなんて要らねぇと思って無記入で進みましたが作れよと言われたので適当に入力して進みます。
次は「Online Connectivity Check」なる項目です。
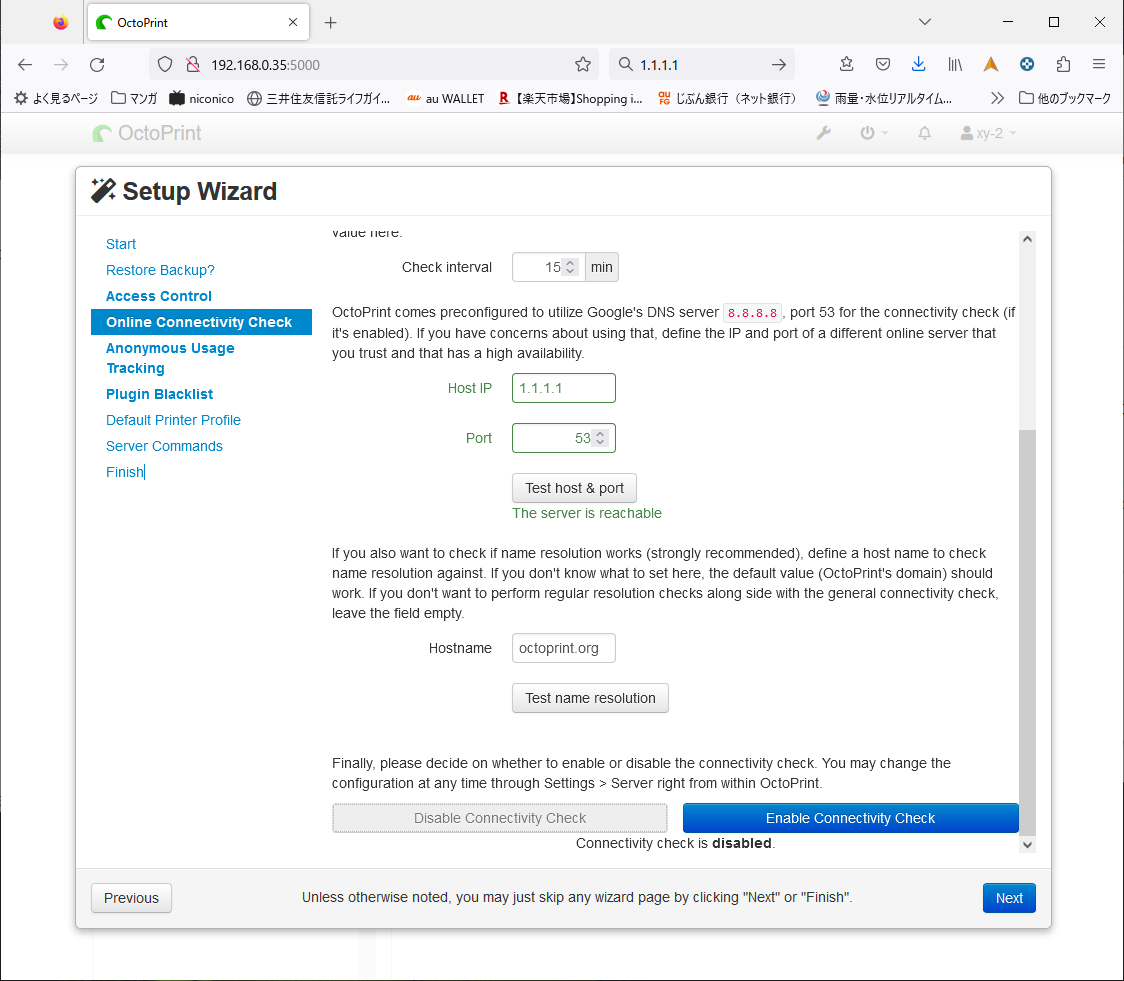
よくわかりませんがオンラインで使用する場合(外出先からプリンタの監視をする場合?)、定期的に指定したサーバーに接続確認を行ってくれるのでしょうか。今回はLAN内でしか使用しない前提ですのでDisableを選択して進みます。
次のユーザー情報を匿名で提供しますか?的なページもとりあえずdisableにして進みます。
次のplugin blacklist は初めてなのでよくわかりませんが、とりあえずEnableにして進みます。きっとバージョン違い等で使えないプラグインを弾いてくれることを信じて。
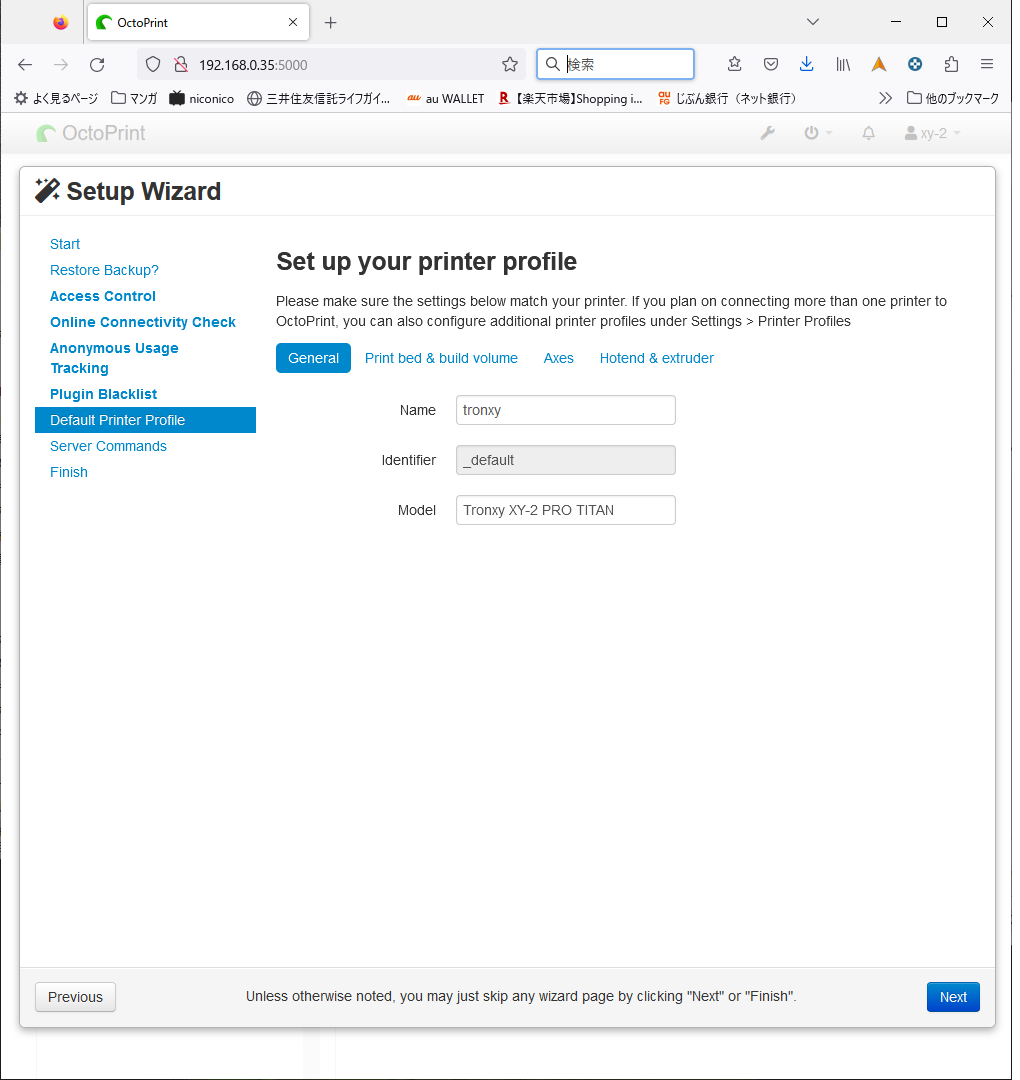
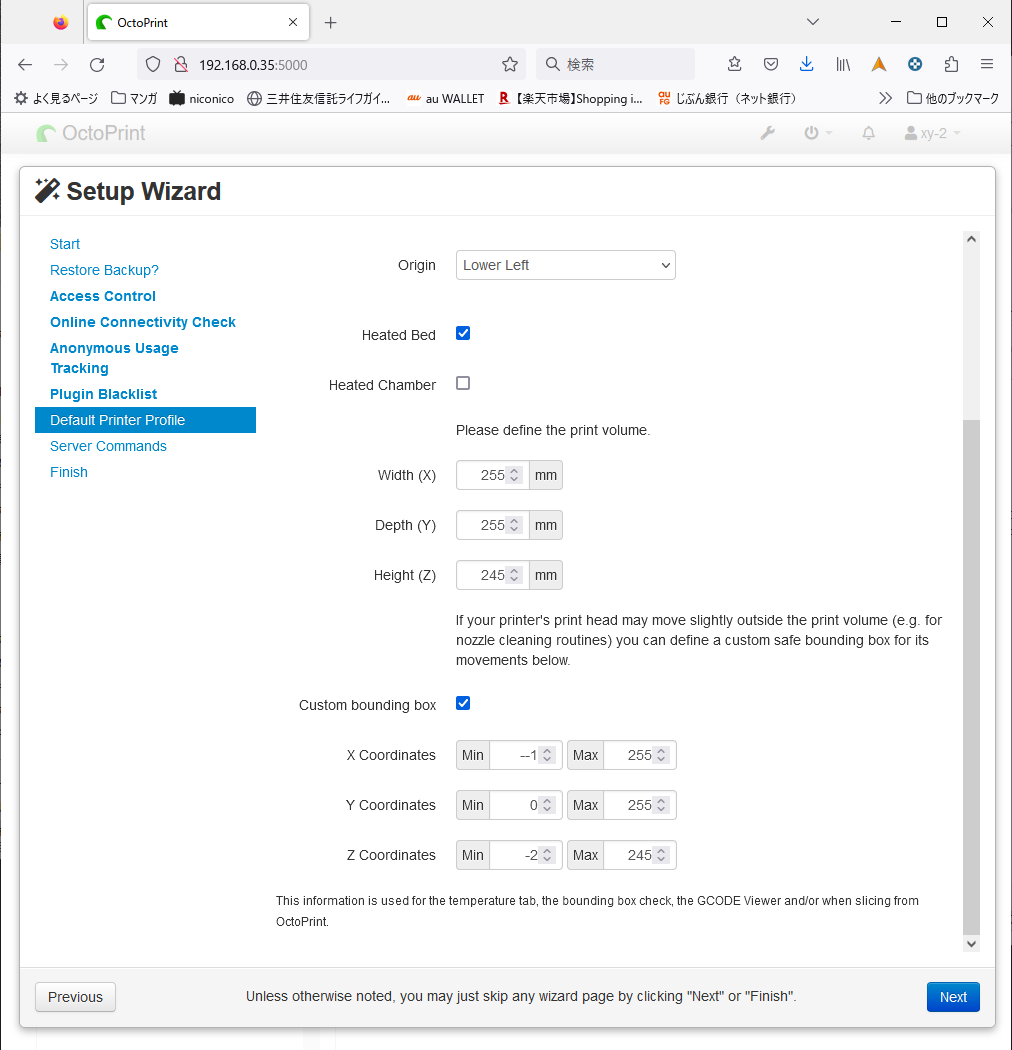
次はプリンターのセットアップです。
諸元の一部は合ってるかわかりませんがklipperのtronxy_xy-2_proのcfgファイルを参考にしました。
klipper/printer-tronxy-xy-2-Pro-2020.cfg at master · Klipper3d/klipper · GitHub
まず名前は適当です。
プリントサイズは255x255x245とし、klipperのcfgファイルから「Custom bounding box」でx軸の最小値を-1、z軸の最小値を-2としました。
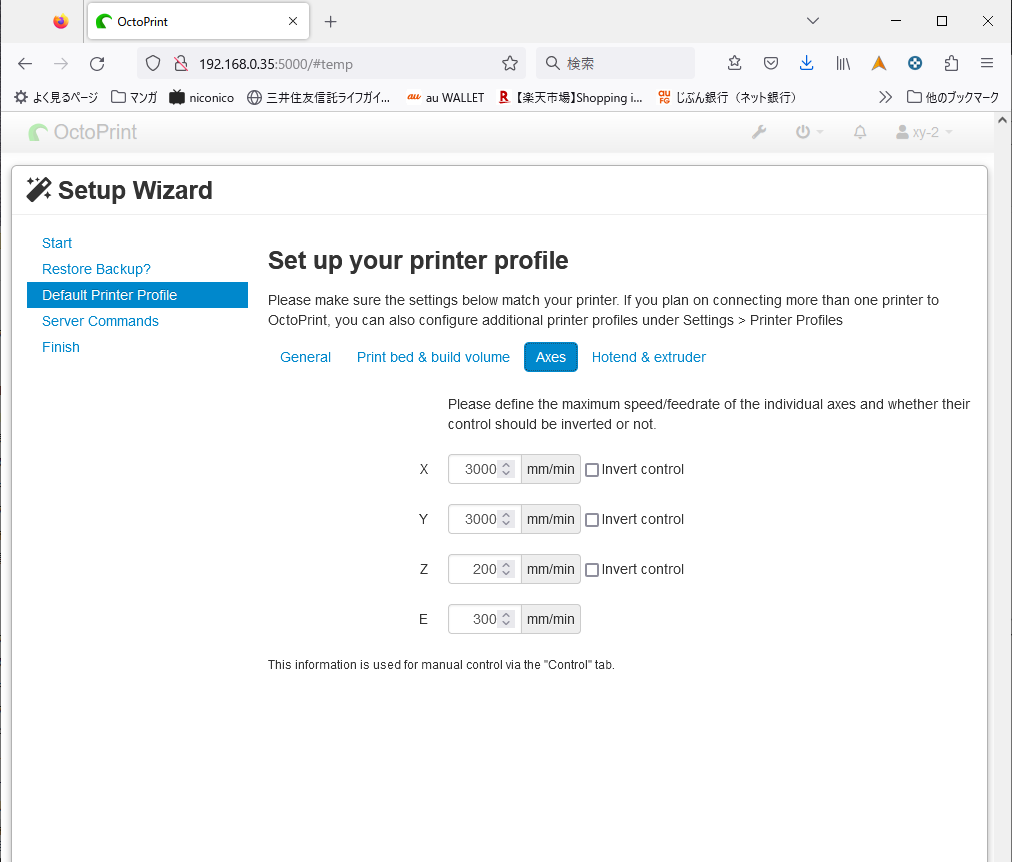
またx軸・y軸の速度について、cfgファイルにて「homing_speed: 50.0」の記載がありましたので、これを最大速度として扱おうと思います。
Configuration reference - Klipper documentation
こちらのklipperのリファレンスから単位は[mm/s]となっていましたので、60倍して3000[mm/min]として扱います。
原点チェックの速度と最大速度は違うと思われるためデフォルトの6000のままとしました、6000が正しいかどうかは不明。
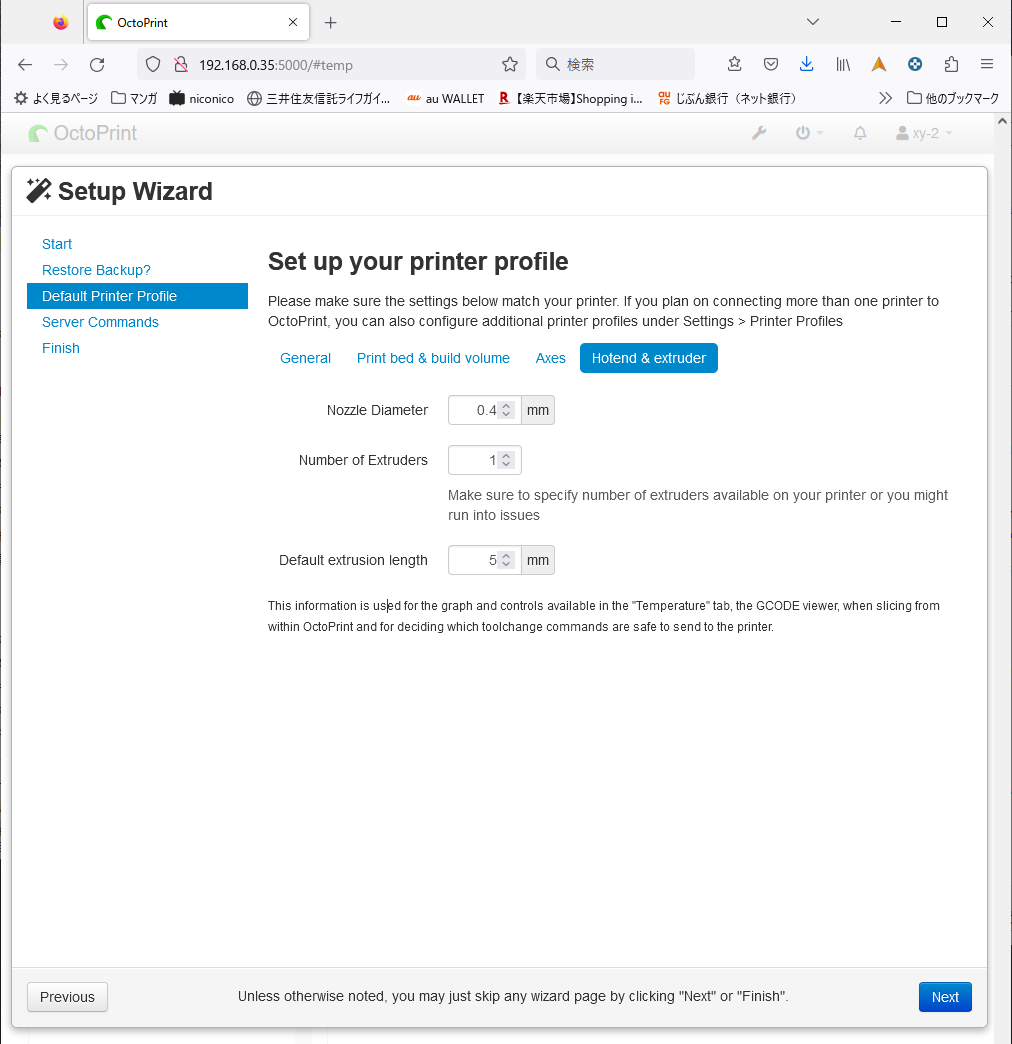
z軸及びエクストルーダについてはわからなかったためデフォルトとしています。
次のサーバーコマンドはデフォルトのまま進み、初期設定を完了します。
注意点
1.スマホはちゃんと充電されているか確認
→スマホによっては、充電とUSB機器の接続が同時にできるもの、排他でしかできないものがある。
同時に利用できないと印刷中にバッテリーが切れる可能性がある。(今回の趣旨である機種変後の古いスマホを利用する場合はなおさらバッテリーが弱っている)
同時に利用可能かどうかはネット上にあまり情報がないため、実際に試してみるしかない。
手持ちの余剰品であるzenfone3、aquos sense3 liteでは充電しながらのUSB接続は利用できなかったため、この時点で今回の方法を断念。
2.移動範囲を超えて移動しようとしてガリガリ音が発生する、リミットが働かない
→起動直後は原点を認識していないため限界を超えて移動しようとする、一度ホームボタンをクリックし、0点を認識してやる必要がある
3.webページが重い、クリックしてもなかなか反応しない
→Firefoxが原因?Chromeで開き直すと問題は起きなかった
4.スマホ側Oct4aの設定でカメラがEnableになっているが表示されない
→スマホ側のOct4aで一旦カメラをDisableに変更し再度Enableに、カメラのプレビューで映ることを確認、これによりWEB上でカメラが映るようになった。
結局今回は充電と機器接続の両方を同時利用できる余剰品のスマホがないため、手持ちのzenfone3へのインストールとモーターの動作確認までは行いましたが、印刷することはできませんでした。(バッテリーが死にかけで印刷するだけの電力を持てない)
そのうち同時利用できる端末が手に入れば、また試したいと思います。

















